
مهر 3, 1402
پوزیشنهای جوشکاری به مکانها و جهتهای مختلفی اشاره دارند که جوشکار باید در آنها جوش دهد تا دو تکه فلز را اتصال دهد. پوزیشنهای جوشکاری رایجتر شامل 1F، 2F، 3F، 4F، 5F و 6F هستند، هر کدام با ویژگیها و چالشهای منحصر به فرد خود. درک این پوزیشنها و اهمیت آنها برای دستیابی به جوشهای با کیفیت بالا و تضمین ماندگاری محصول نهایی بسیار حیاتی است.
جوشکاری یک فرآیند حیاتی در بسیاری از صنایع از جمله تولید، ساخت و مهندسی است. این فرآیند شامل اتصال دو یا چند تکه فلز با استفاده از حرارت و فشار بالا میشود که به نتیجهی ایجاد اتصالی قوی و دوامپذیر منجر میشود. با این حال، جوشکاری فرآیندی گسترده و متنوع است و انواع مختلفی از جوشها و پوزیشنهای جوشکاری برای پروژههای مختلف مورد نیاز هستند.
در این پست وبلاگ، ما به دنیای پوزیشنهای جوشکاری فرود میرویم، در مورد آنها چیزهایی میآموزیم و به چراهای اهمیت آنها پرداخت میکنیم. ما اختلافات بین هر پوزیشن جوشکاری را بررسی خواهیم کرد، از جمله زاویه جوش و جهت حرکت. همچنین به اهمیت تکنیک صحیح و آمادهسازی برای جوشکاری در پوزیشنهای مختلف، به علاوه بهترین روشها برای دستیابی به جوشهای با کیفیت بالا خواهیم پرداخت. همچنین، اهمیت گواهینامهدهی جوشکار برای پوزیشنهای جوشکاری مختلف و چگونگی انتخاب پوزیشن جوشکاری مناسب برای یک پروژه جوشکاری خاص را بررسی خواهیم کرد.
به عنوان یک جوشکار با تجربه یا تازهکار در این حوزه، درک پوزیشنهای جوشکاری و اهمیت آنها برای موفقیت بسیار ضرور است. با ما همراه شوید تا به دنیای پوزیشنهای جوشکاری بپیوندیم و یاد بگیریم که چگونه آنها را برای جوشهای با کیفیت بالا مسلط شویم.
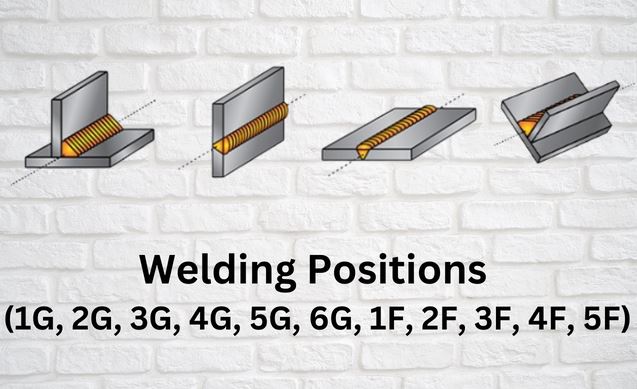
انواع پوزیشنهای جوشکاری:
-
پوزیشن افقی (1F، 1G):
در این پوزیشن، قطعهکاری افقی است و جوشکاری از بالا به پایین انجام میشود. پوزیشن 1F برای جوشهای فیلت مناسب است در حالی که پوزیشن 1G برای جوشهای حفرهای مناسب است.
-
پوزیشن افقی (2F، 2G):
در این پوزیشن، قطعهکاری افقی قرار دارد و جوشکاری از سمت کنار صورت میگیرد. پوزیشن 2F برای جوشهای فیلت و پوزیشن 2G برای جوشهای حفرهای مناسب است.
-
پوزیشن عمودی (3F، 3G):
در این پوزیشن، قطعهکاری به صورت عمودی قرار دارد و جوشکاری از بالا به پایین انجام میشود. پوزیشن 3F برای جوشهای فیلت و پوزیشن 3G برای جوشهای حفرهای مناسب است.
-
پوزیشن بالاسر (4F، 4G):
در این پوزیشن، قطعهکاری بالاسر قرار دارد و جوشکاری از زیر به بالاسر انجام میشود. پوزیشن 4F برای جوشهای فیلت و پوزیشن 4G برای جوشهای حفرهای مناسب است.
-
پوزیشن مماس (5G):
در این پوزیشن، قطعهکاری به زاویهای قرار دارد و جوشکاری از جهت افقی صورت میگیرد. این پوزیشن معمولاً برای جوشکاری لولهها استفاده میشود.
-
پوزیشن دایرهای (6G):
در این پوزیشن، قطعهکاری در حین جوشکاری به صورت دایرهای دوران میشود و جوشکاری از پوزیشنهای افقی، عمودی و بالاسر انجام میشود. این پوزیشن نیز برای جوشکاری لولهها مناسب است.
اهمیت پوزیشنهای جوشکاری
اهمیت پوزیشنهای جوشکاری در واقعیت این جهت دارد که قرارگیری قطعهکاری و پوزیشن انجام جوشکاری میتواند به شدت کیفیت و مقاومت جوش را تحت تأثیر قرار دهد. انتخاب پوزیشن جوشکاری بستگی به چندین عامل دارد، از جمله نوع اتصالی که در حال جوشکاری استفاده میشود، ضخامت و شکل قطعهکاری، و نوع فرآیند جوشکاری مورد استفاده دارد.
در زیر دلایلی که نشاندهنده اهمیت پوزیشنهای جوشکاری هستند آورده شدهاند:
– کیفیت و مقاومت جوش: قرارگیری قطعهکاری و پوزیشن انجام جوشکاری میتوانند بر نفوذ، ادغام و تقویت جوش تأثیر بگذارند. جوشکاری در پوزیشن یا جهت نادرست میتواند منجر به تولید جوشهای با کیفیت پایین و ضعیفی شود که به ترکخوردگی، جای خالیها، یا ادغام ناقص منجر شوند.
– امنیت: پوزیشنهای جوشکاری میتوانند بر ایمنی جوشکار و دیگران در اطراف تأثیر بگذارند. به عنوان مثال، جوشکاری در پوزیشن بالاسر ممکن است جوشکار را به خطراتی مثل سقوط مواد، جرقهها و گازها معرض کند. جوشکاری در پوزیشن صحیح میتواند تضمین کند که جوشکار خط دید روشن و دسترسی به اتصال داشته باشد و از حرکات ناضروری یا وضعیتهای ناپسند که ممکن است به زخمی شدن یا جراحات منجر شوند، خودداری کند.
– کارایی و بهرهوری: انتخاب پوزیشن جوشکاری مناسب میتواند بهرهوری و بهرهوری را با کاهش نیاز به تغییر پوزیشن یا کار دوباره بر روی قطعهکاری افزایش دهد. جوشکاری در پوزیشن بهینه میتواند مقدار مواد پرکننده، زمان و انرژی مورد نیاز برای اتمام جوش را کاهش دهد.
– تطابق با کدها و استانداردها: بسیاری از کدها و استانداردهای جوشکاری نوع پوزیشن جوشکاری را که برای برخی از اتصالات و کاربردها مورد نیاز است، مشخص میکنند. عدم رعایت این الزامات میتواند به عدم تطابق، ردیابی یا خطرات ایمنی منجر شود.
خواندن بیشتر:۶ نکته برای انتخاب فرآیند جوشکاری مناسب
آمادهسازی برای پوزیشنهای جوشکاری
آمادهسازی برای پوزیشنهای جوشکاری شامل چند مرحله است تا اطمینان حاصل شود که قطعه کاری به درستی قرار گرفته، تراز شده، و با پشتیبانی مناسب برای جوشکاری آماده شده است. در زیر تعدادی از نکات مفید برای آمادهسازی برای پوزیشنهای جوشکاری مختلف آورده شده است:
– پوزیشن تخت (1F، 1G): قطعه کاری باید به صورت افقی بر روی یک سطح پایدار یا صندلی کاری قرار گیرد. اتصال باید به درستی تراز و محکم شود تا در حین جوشکاری حرکت نکند. جوشکار باید خود را بالای اتصال قرار دهد و موقعیتی را ایجاد کند که امکان دیدن و کنترل خوبی را فراهم کند.
– پوزیشن افقی (2F، 2G): قطعه کاری باید به صورت افقی قرار گیرد و اتصال باید به صورت عمود بر زمین قرار گیرد. اتصال باید به درستی تراز و پشتیبانی شود تا در حین جوشکاری تا حد امکان از تاش و انحراف جلوگیری شود. جوشکار باید خود را در کنار اتصال قرار دهد و موقعیتی را ایجاد کند که امکان دیدن و کنترل بهتری فراهم کند.
– پوزیشن عمودی (3F، 3G): قطعه کاری باید به صورت عمودی قرار گیرد و اتصال باید به صورت عمود بر زمین قرار گیرد. اتصال باید به درستی تراز و پشتیبانی شود تا در حین جوشکاری تا حد امکان از تاش و انحراف جلوگیری شود. جوشکار باید خود را در جلوی اتصال قرار دهد و موقعیتی را ایجاد کند که امکان دیدن و کنترل بهتری فراهم کند. استفاده از نوار پشتی یا پشتیبان ممکن است برای حمایت از ریشه جوش لازم باشد.
– پوزیشن سقفی (4F، 4G): قطعه کاری باید به صورت سقفی قرار گیرد و اتصال باید به صورت عمود بر زمین قرار گیرد. اتصال باید به درستی تراز و پشتیبانی شود تا در حین جوشکاری تا حد امکان از تاش و انحراف جلوگیری شود. جوشکار باید خود را زیر اتصال قرار دهد و موقعیتی را ایجاد کند که امکان دیدن و کنترل بهتری فراهم کند. استفاده از کلاه جوشکاری یا ماسک جوشکاری میتواند جوشکار را از افتادن ذرات یا جریانات جوش محافظت کند.
– پوزیشن میلهای (5G): قطعه کاری باید به صورت میله در آید و اتصال باید به درستی تراز و پشتیبانی شود تا در حین جوشکاری از تاش و انحراف جلوگیری شود. جوشکار باید خود را در کنار اتصال قرار دهد و موقعیتی را ایجاد کند که امکان دیدن و کنترل بهتری فراهم کند. استفاده از استند میله یا سرهمکن میله میتواند به نگهداشتن قطعه کاری کمک کند.
– پوزیشن دایرهای (6G): قطعه کاری باید به صورت محکم بر روی یک استند میله یا دستگردان نصب شود و اتصال باید به درستی تراز و پشتیبانی شود تا در حین جوشکاری از تاش و انحراف جلوگیری شود. جوشکار باید خود را در کنار اتصال قرار دهد و موقعیتی را ایجاد کند که امکان دیدن و کنترل بهتری فراهم کند. استفاده از کلاه جوشکاری یا ماسک جوشکاری میتواند جوشکار را از افتادن ذرات یا جریانات جوش محافظت کند.
بهترین روش ها برای موقعیت های جوشکاری
مراعات بهترین روشها برای مواضع جوشکاری میتواند کیفیت و ایمنی جوش را بهبود ببخشد، همچنین کارایی و بهرهوری را افزایش دهد. در زیر تعدادی از نکاتی برای پیروی از بهترین روشها برای مواضع جوشکاری مختلف آورده شده است:
پوزیشن تخت (1F، 1G):
- مطمئن شوید که قطعه کاری به درستی تمیز شده باشد، بدون آلودگی و به درستی قرار گرفته و تثبیت شده باشد.
- تکنیک جوشکاری مناسب را برای اتصال و قطعه کاری انتخاب کنید، مانند تکنیک کششی برای جوشهای فیلت و تکنیک پیشروی برای جوشهای شکافی.
- سرعت حرکت یکنواختی را حفظ کرده و طول مداوم کمی را حفظ کنید تا نفوذ و ادغام مناسب را تضمین کنید.
- از یک نوار پشتی یا پلیت پشتی برای حمایت از ریشه جوش استفاده کنید.
پوزیشن افقی (2F، 2G):
- از یک تخته کاری مستحکم یا ایستگاه پشتیبانی استفاده کنید تا از آبشار یا حرکت قطعهکاری در حین جوشکاری جلوگیری شود.
- از تکنیک متداول (weaving) برای توزیع یکنواخت فلز جوش و جلوگیری از خوردگی (undercutting) استفاده کنید.
- مطمئن شوید که حوضچه جوش به درستی هدایت شود و افزایش ناپذیر نباشد تا از ترکخوردگی یا تاثیر ناپذیر شدن جوش جلوگیری شود.
پوزیشن عمودی (3F، 3G):
- از یک دستگاه جیگ یا دستگاه کلمپ برای نگهداشتن قطعهکاری استفاده کنید و تطابق و موقعیت مناسب را حفظ کنید.
- از تکنیک متداول یا حرکت گذاری (weaving یا oscillation) برای توزیع یکنواخت فلز جوش و جلوگیری از خوردگی استفاده کنید.
- مطمئن شوید که حوضچه جوش به درستی هدایت شود و افزایش ناپذیر نباشد تا از نشت یا پاشیدگی جوش جلوگیری شود.
پوزیشن بالاسر (4F، 4G):
- از یک ایستگاه پشتیبانی مستحکم یا تجهیزات برای نگهداشتن قطعهکاری استفاده کنید تا از ترکخوردگی یا حرکت در حین جوشکاری جلوگیری شود.
- از تکنیک کوتاه کردن قوس برای کاهش اندازه حوضچه جوش و جلوگیری از پاشیدگی اضافی استفاده کنید.
- از تکنیک متداول یا حرکت گذاری برای توزیع یکنواخت فلز جوش و جلوگیری از خوردگی استفاده کنید.
پوزیشن مایل (5G):
- از یک ایستگاه لولهکشی یا مهرهگری برای نگهداشتن قطعهکاری استفاده کنید و از ترکخوردگی یا حرکت در حین جوشکاری جلوگیری شود.
- از تکنیک متداول یا حرکت گذاری برای توزیع یکنواخت فلز جوش و جلوگیری از خوردگی استفاده کنید.
- زاویه و جهت جوشکاری را تنظیم کنید تا از نفوذ و ادغام مناسب جلوگیری شود.
پوزیشن دایرهای (6G):
- از یک ایستگاه لولهکشی مستحکم یا چرخاننده برای نگهداشتن قطعهکاری استفاده کنید و سرعت و جهت چرخش مناسب را تضمین کنید.
- از تکنیک متداول یا حرکت گذاری برای توزیع یکنواخت فلز جوش و جلوگیری از خوردگی استفاده کنید.
- زاویه و جهت جوشکاری را تنظیم کنید تا از نفوذ و ادغام مناسب جلوگیری شود.
گواهی برای موقعیت های جوشکاری
گواهینامهنگاری برای پوزیشنهای جوشکاری برای تضمین داشتن دانش، مهارت و تخصص جوشکار برای انجام کار جوشکاری به صورت ایمن و مؤثر بسیار مهم است. این گواهینامهنگاری شامل آزمون مهارت جوشکار در انجام کارهای جوشکاری در پوزیشنها ویژه، با مواد و تکنیکهای خاص میشود. در زیر به صورت دقیقتر به گواهینامهنگاری برای پوزیشنهای جوشکاری پرداخته میشود:
- سازمانهای گواهینامهنگاری: گواهینامهنگاری برای پوزیشنهای جوشکاری معمولاً توسط سازمانهای مستقلی انجام میشود که در زمینهی گواهینامهنگاری جوشکاری فعالیت میکنند. این سازمانها شامل انجمن جوشکاری آمریکا (AWS)، بوروی جوشکاری کانادا (CWB)، و اتحادیه جوشکاری اروپا (EWF) و سازمانهای دیگر هستند. این سازمانها استانداردها را برای گواهینامهنگاری جوشکاری تعیین میکنند و خدمات آزمون و گواهینامهدهی را ارائه میدهند.
- فرآیندهای جوشکاری و پوزیشنها: گواهینامهنگاری برای پوزیشنهای جوشکاری شامل یک مجموعه از فرآیندهای جوشکاری است، از جمله جوشکاری قطبشده فلزی (SMAW)، جوشکاری قوس تنگستن گازی (GTAW)، جوشکاری قوس فلز گازی (GMAW)، و جوشکاری قوس مواد مخلوط (FCAW). گواهینامهنگاری برای پوزیشنهای جوشکاری شامل همچنین یک مجموعه از پوزیشنهای مختلف جوشکاری است، شامل پوزیشنهای تخت، افقی، عمودی، بالاسر، مایل، و دایرهای.
- فرآیند آزمون: فرآیند آزمون گواهینامهنگاری جوشکاری شامل آزمونهای تئوریکی و عملی است. آزمون تئوریکی مباحثی از قبیل تئوری جوشکاری، ایمنی، و نمادهای جوشکاری را پوشش میدهد. آزمون عملی شامل جوشکاری یک نمونه (test coupon) به منظور اثبات تخصص در یک پوزیشن خاص و با استفاده از یک فرآیند جوشکاری خاص است.
- نمونه آزمون جوشکاری: نمونه آزمون جوشکاری یک تکه ماده نمونه است که برای آزمون عملی استفاده میشود. این نمونه آزمون بر اساس الزامات خاصی برای پوزیشن جوشکاری و فرآیند جوشکاری مشخص تهیه میشود. جوشکار ملزم به ایجاد جوشی است که مطابق با معیارهای خاصی از قبیل نفوذ مناسب، ادغام، و ظاهر باشد.
- سطوح گواهینامهنگاری: گواهینامهنگاری جوشکاری در سطوح مختلفی در دسترس است، بسته به پیچیدگی کار جوشکاری که انجام میدهد. رایجترین سطوح گواهینامهنگاری عبارتند از:
- گواهینامهنگاری ورودی یا مبتدی: این گواهینامهنگاری برای جوشکارانی است که به تازگی به حرفه ورود کردهاند و تجربه محدودی دارند.
- گواهینامهنگاری پیشرفته یا مسافر: این گواهینامهنگاری برای جوشکاران با تجربه است که چندین پوزیشن و فرآیند جوشکاری را مسلط شدهاند.
- گواهینامهنگاری متخصص یا ارشد: این گواهینامهنگاری برای جوشکارانی است که سطح بالایی از تخصص و مهارت در چندین پوزیشن و فرآیند جوشکاری را دارند.
- تجدید گواهینامه: گواهینامهنگاری جوشکاری معمولاً به مدت زمان مشخصی اعتبار دارد، معمولاً بین یک تا سه سال. جوشکاران باید گواهینامه خود را قبل از انقضاء با گذراندن آزمون تجدید گواهینامه یا شرکت در دورههای آموزشی ادامه دهند.
Choosing the Right Welding Position (انتخاب پوزیشن مناسب جوشکاری)
انتخاب پوزیشن صحیح جوشکاری برای اطمینان از قدرت، پایداری، و مطابقت جوش با مشخصات مورد نظر بسیار مهم است. پوزیشنهای مختلف برای کاربردها، مواد، و فرآیندهای جوشکاری مختلف استفاده میشوند. در ادامه به برخی از عوامل کلیدی در انتخاب پوزیشن مناسب جوشکاری میپردازیم:
- طراحی اتصال (Joint Design): طراحی اتصال اهمیت زیادی در انتخاب پوزیشن جوشکاری دارد. طراحی اتصال تعیین میکند که جوشکار چه میزان دسترسی به اتصال دارد و جهت اتصال نسبت به جوشکار چگونه است. طراحی اتصال میتواند یک اتصال فلشی (butt joint)، اتصال همپوشانی (lap joint)، اتصال گوشهای (corner joint) یا اتصال تی (T-joint) باشد که هرکدام نیازمند پوزیشنهای جوشکاری متفاوتی هستند.
- ضخامت ماده (Material Thickness): ضخامت مادهای که قرار است جوش داده شود، یک ملاحظه مهم دیگر است. مواد با ضخامت بیشتر ممکن است نیاز به پوزیشن جوشکاری متفاوتی داشته باشند نسبت به مواد با ضخامت کمتر. به عنوان مثال، جوشکاری عمودی ممکن است برای مواد با ضخامت بیشتر مناسبتر باشد در حالی که جوشکاری افقی برای مواد با ضخامت کمتر بهتر باشد.
- فرآیند جوشکاری (Welding Process): فرآیند جوشکاری مورد استفاده نیز یک عامل کلیدی در تعیین پوزیشن مناسب جوشکاری است. فرآیندهای جوشکاری مختلف نیازمند پوزیشنهای جوشکاری مختلفی هستند تا بهترین نتایج را به دست آورند. به عنوان مثال، جوشکاری با قطبشده فلزی (SMAW) معمولاً برای پوزیشنهای تخت و افقی استفاده میشود، در حالی که جوشکاری با قوس تنگستن گازی (GTAW) معمولاً برای پوزیشنهای عمودی و بالاسر استفاده میشود.
- دسترسی (Accessibility): دسترسی به اتصال جوشکاری نیز یک عامل در تعیین پوزیشن مناسب است. برخی اتصالات ممکن است سخت به دسترسی باشند و این میتواند نیاز به پوزیشن جوشکاری خاصی داشته باشد تا نتایج مورد نظر حاصل شود. به عنوان مثال، برای یک اتصالی که در سقف قرار دارد، ممکن است نیاز به پوزیشن جوشکاری بالاسر باشد.
- مهارت جوشکار (Welder Skill Level):مهارت جوشکار نیز یک عامل مهم در انتخاب پوزیشن مناسب است. یک جوشکار مبتدی ممکن است دشواری در انجام برخی پوزیشنهای جوشکاری داشته باشد در حالی که یک جوشکار با تجربه ممکن است با پوزیشنهای پیچیدهتر راحتتر باشد.
- ایمنی (Safety): ایمنی همیشه یک ملاحظه مهم در جوشکاری است. انتخاب پوزیشن جوشکاری صحیح اطمینان میدهد که جوشکار کار را به صورت ایمن و بدون ریسکهای غیرضروری انجام دهد. به عنوان مثال، جوشکاری در پوزیشن بالاسر ممکن است نیاز به تدابیر ایمنی اضافی داشته باشد، مانند استفاده از کمربند ایمنی یا بستهسازی صحیح قطعه کار.
مشکلات جوشکاری و راهحلها (Troubleshooting Welding Issues):
جوشکاری یک فرآیند پیچیده است که نیازمند مهارت، دانش، و توجه به جزئیات است. حتی جوشکاران با تجربه ممکن است با مشکلاتی مواجه شوند که به کیفیت کار آنها تأثیر میگذارد. هنگامی که مشکلات جوشکاری پیش میآید، مهم است که به سرعت و به صورت مؤثر مشکل را رفع کنید. در ادامه به برخی از مشکلات رایج جوشکاری و راهحلهای آنها میپردازیم:
- پوروزی (Porosity): پوروزی هنگامی رخ میدهد که حبابهای گاز در فلز جوش بمانند. این ممکن است باعث ضعیف شدن جوش و کاهش مقاومت کلی آن شود. برای رفع مشکل پوروزی، پارامترهای جوشکاری مانند ولتاژ، جریان، و نرخ گاز را بررسی کرده و اطمینان حاصل کنید که به درستی تنظیم شدهاند. منبع گاز را بررسی کرده و مطمئن شوید که تمیز و خشک است. همچنین اطمینان حاصل شود که اتصال به درستی تمیز شده و از آلودگیها پاک شده است.
- عدم اندوختگی (Lack of Fusion): عدم اندوختگی زمانی رخ میدهد که فلز جوش با فلز پایه اندوخته نشود و جوش ضعیفی به وجود آید. برای رفع عدم اندوختگی، پارامترهای جوشکاری را برای اطمینان از تنظیم صحیح بررسی کنید. همچنین مطمئن شوید که اتصال به درستی آماده شده و سطوحی که باید جوش داده شوند تمیز و از آلودگیها خالی هستند. سرعت حرکت را افزایش دهید و زاویه و فاصله تورچ یا الکترود را نسبت به اتصال تنظیم کنید.
- ترکزدایی (Cracking): ترکزدایی زمانی رخ میدهد که فلز جوش یا فلز پایه به دلیل تنشهای حرارتی یا خنکشدن نادرست ترک بخورد. برای رفع مشکل ترکزدایی، مطمئن شوید که پارامترهای جوشکاری به درستی تنظیم شده و اتصال به درستی آماده شده باشد. دمای پیشگرمی را افزایش دهید تا تنشهای حرارتی کاهش پیدا کند و اجازه دهید جوش به آرامی خنک شود. همچنین از سرعت جوشکاری اضافی خودداری کنید و از جریان یا ولتاژ پایینتری استفاده کنید تا ورود حرارت را کاهش دهید.
- شکافخوردگی (Undercutting):شکافخوردگی زمانی رخ میدهد که فلز پایه در نزدیکی حوضه جوش ذوب شده و یک شکاف ایجاد میشود. برای رفع شکافخوردگی، مطمئن شوید که پارامترهای جوشکاری به درستی تنظیم شده و اتصال به درستی آماده شده باشد. سرعت جوشکاری را کاهش دهید و زاویه حرکت و فاصله تورچ را تنظیم کنید تا شکاف را پر کنید. همچنین از جریان یا ولتاژ اضافی خودداری کنید که ممکن است ورود حرارت را افزایش دهد.
- تداخل (Overlapping):تداخل زمانی رخ میدهد که فلز جوش با فلز جوش قبلی تداخل کند و جوش ضعیفی ایجاد شود. برای رفع تداخل، جریان یا ولتاژ را کاهش دهید تا ورود حرارت کمتری ایجاد شود. همچنین سرعت حرکت را افزایش دهید و زاویه و فاصله تورچ یا الکترود را نسبت به اتصال تنظیم کنید. مطمئن شوید که نخ جوش به اندازه مناسبی پهن نشده باشد و جوش به درستی تمیز و از آلودگیها خالی است.
- پخش شده (Spatter): پخش شده زمانی رخ میدهد که قطرات کوچکی از فلز ذوب شده به اطراف جوش پخش شده و احتمالاً قطعه کار را آلوده کنند. برای رفع مشکل پخش شده، پارامترهای جوشکاری را بررسی کنید تا اطمینان حاصل کنید که به درستی تنظیم شدهاند. از سیم یا الکترود جوش با کیفیت بالا استفاده کنید و مطمئن شوید که اتصال به درستی آماده شده و از آلودگیها پاک شده است. همچنین اطمینان حاصل کنید که سیم یا الکترود به درستی قرار داده شده و گاز محافظتی به درستی جاری است.
پرسشهای متداول (FAQs)
- معنی 1F، 2F، 3F و 4F در جوشکاری چیست؟
1F، 2F، 3F و 4F به مواضع جوشکاری فلت اشاره دارند، جایی که عدد نمایانگر زاویه اتصال مورد جوش است. به عنوان مثال، 1F یک اتصال مسطح (فلت) به شکل دندانه دار است، 2F یک اتصال مسطح افقی است، 3F یک اتصال مسطح عمودی است و 4F یک اتصال مسطح از زیر به بالا است.
- چهار موقعیت جوشکاری چیست؟
شش موقعیت جوشکاری به شرح زیر هستند:
– مسطح (1F، 2F، 3F، 4F)
– افقی (1G، 2G)
– عمودی (3G، 4G)
– بالاسر (1G، 2G)
- معنی موقعیت جوشکاری 5G و 6G چیست؟
موقعیتهای جوشکاری 5G و 6G برای جوشکاری لولهها استفاده میشوند. موقعیت 5G یک موقعیت افقی ثابت است، در حالی که موقعیت 6G یک اتصال لوله به زاویه 45 درجه است و نیاز به چرخش لوله توسط جوشکار در حین جوشکاری دارد.
- معنی موقعیت جوشکاری 4F چیست؟
موقعیت 4F یک موقعیت جوشکاری از زیر به بالا بر روی اتصال مسطح (فلت) است، به این معنا که جوشکار از زیر اتصال جوش میدهد.
- چیستار جوش 6G چیست؟
جوش 6G به جوشی اطلاق میشود که بر روی اتصال لولهای انجام میشود و این اتصال زاویه 45 درجه دارد و نیازمند چرخش لوله توسط جوشکار در حین جوشکاری است.
- آزمون جوش 2G چیست؟
آزمون جوش 2G یک آزمون گواهینامهدهی جوشکاری است که در آن جوشکار موظف به انجام جوش افقی در یک اتصال دندانه دار مسطح میشود.
- معنی مواقعیت جوشکاری 1G، 2G، 3G، 4G، 5G و 6G چیست؟
مواقعیت جوشکاری 1G، 2G، 3G، 4G، 5G و 6G به انواع مختلفی از مواضع جوشکاری اشاره دارند که برای جوشکاری اتصالهای مختلف مورد استفاده قرار میگیرند.
- معنی مواقعیت جوشکاری 5F چیست؟
موقعیت جوشکاری 5F به جوش فیلت افقی اشاره دارد.
- موقعیت جوشکاری 3G به چه معناست؟
موقعیت جوشکاری 3G به موقعیت جوشکاری عمودی به بالا اشاره دارد که در آن جوشکار جوش را روی گوشه بیرونی دو تکه فلز میدهد.
در پایان، جوشکاری یک فرآیند حیاتی در صنایع تولید و ساخت و ساز است. کیفیت جوش مستقیماً تأثیری بر استحکام، دوام و ایمنی ساختمانها و اجزاء دارد. مواضع جوشکاری نقش مهمی در تعیین کیفیت و استحکام جوش دارند. بنابراین، انتخاب موقعیت جوشکاری صحیح و آمادهسازی مناسب برای آن برای عملیات جوشکاری موفقیتآمیز ضروری است.
بهترین روشهای مواضع جوشکاری شامل انتخاب تکنیک جوشکاری صحیح، نظارت و تنظیم پارامترهای جوشکاری و اطمینان از آماده سازی مناسب و تمیزی اتصال میشوند. علاوه بر این، جوشکاران باید گواهینامهای برای موقعیت خاص جوشکاری که در آن کار میکنند، اخذ کنند تا اطمینان حاصل کنند که دارای مهارتها و دانش لازم برای انجام کار به صورت ایمن و موثر هستند. در آخر، رفع مشکلات جوشکاری برای اطمینان از جوشهای با کیفیت بسیار حیاتی است. با درک مشکلات معمول جوشکاری و علت آنها، جوشکاران میتوانند به سرعت مشکلات را شناسایی و حل کنند و اطمینان حاصل کنند که جوشهای ایمن و مؤثری ایجاد میکنند.
لینک منابع : بازدید