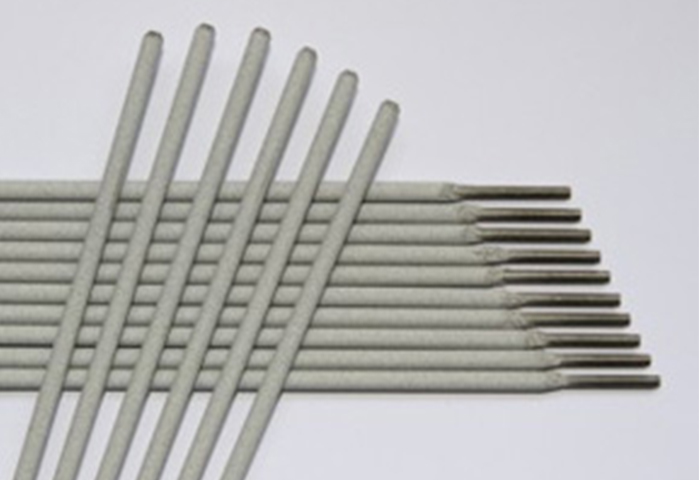
HGC Manchester is a leading supplier, exporter, distributor, and stockiest of Kobelco TGX series of flux-cored stainless steel filler rods in Manchester, United Kingdom. These TGX Filler Rods are available in various grades like TGX-308L, TGX-309L, and TGX-316L. TGX-308L Filler Rods are used in various applications like furnaces, reactors, heat exchangers, distillation towers, boilers, and turbines. The key specification of flux cored wire is AWS specification- AWS A5.22 R308LT1-5, R309LT1-5, and R316LT1-5 for TGX-308L, TGX-309L, and TGX-316L respectively.
Kobelco TGX series filler rods are an easy-to-use and economical welding method that produces sound welds without using back shielding. Kobelco Flux cored wires (FCWs) offer a good rate of deposition as well as excellent weldability in general. The high deposition rate helps to reduce overall welding time, increase wearability, and decrease the time spent on post-welding treatment. Kobelco’s technologically advanced FCWs for stainless steel are exclusive products produced specifically by Kobe Steel; they are trusted and preferred by users worldwide.