

آبان 2, 1402
جوشکاری استاندارد عملیات جوشکاری مشکلات و متغیرهای زیادی را شامل میشود، شامل تکنیکهای مختلف، استفاده از فلزات مختلف و مواقع مختلف برای انجام جوش. اما با وجود این تنوع، هدف شما در هر پروژه جوشکاری، حتی در هر جوش تکیه بر یک جوش قابل اطمینان، ایمن و صحیح است.
در جوشکاری استاندارد کیفیت جوشکاری تا حد زیادی بر اساس استفاده مورد نظر از جوش نهایی ارزیابی میشود. اگر شما یک جوش را در یک منطقه بسیار دیداری انجام میدهید، کیفیت جوش شما حداقل تا حدودی به ظاهر آن بستگی دارد. در مقابل، اگر شما یک جوش برای تعمیر یک قطعه ماشین کشاورزی انجام میدهید، احتمالاً کیفیت این جوش به این معنی است که قطعه جوشیده شده محکم و ایمن باشد و به ماشین اجازه دهد که به عنوان مورد انتظار کار کند. (در این صورت، برای در نظر گرفتن یک جوش با کیفیت و موفق نیازی به زیبایی آن نیست.)
به هر دلیلی که در یک پروژه جوشکاری خاص یا حتی یک جوش خاص قرار دارید، تعدادی نشانه میتواند نشان دهد که شما از نظر جوشکاری درست عمل میکنید. با ما همراه شوید تا ده نشانه مفید از این چگونگیها را کشف کنیم.
جدول مطالب
- جوش به تساوی بین قطعات توزیع شده است.
- خاکستر یا مواد محافظتی به جوش چسبانده نشده است.
- در سطح جوش حفره یا ناهمواری وجود ندارد.
- جوش محکم است.
- جوش بدون نشتی است.
- جوش نفوذ کامل دارد.
- جوش شکافهای دیگر ندارد.
- جوش همپوشانی ندارد.
- جوش نیازهای مقاومتی را برآورده میکند.
- شما در ایمنی و سلامتی هستید.
10 نشانه برای جوشکاری استاندارد
جوش به تساوی بین قطعات توزیع شده است
در جوشکاری استاندارد اگر دو تکه فلز را با یکدیگر جوش میدهید، فلز ذوبی که دو تکه را به هم میچسباند باید به طور یکنواخت بین آنها توزیع شود. اندازه جوشهای خود را با سرعت حرکت خود (چقدر سریع جوش میدهید)، نوع فلزی که دارید روی آن جوش میدهید، و ضخامت قطعاتی که با آنها کار میکنید، کنترل میکنید. پروژههای مختلف نیاز به اندازههای مختلفی از جوش دارند، اما با وجود تغییرات در اندازه، همیشه باید از پروژه خود راضی باشید اگر جوش به تساوی بین اجزایی که در حال اتصال آنها هستید، توزیع شود.
در جوشکاری استاندارد از انجام جوش زیاد پرهیز کنید! بسیاری از افراد تازهکار در حوزه جوش دارای تمایل به انجام جوشهای بیش از حد هستند. مقاومت در برابر وسوسه بزرگ کردن جوشها را داشته باشید زیرا جوش زیاد میتواند باعث شکل گیری ترکها در قطعاتی که روی آنها کار میکنید شود.
خاک یا مواد محافظتی به جوش چسبانده نشدهاند
در جوشکاری استاندارد وقتی خاکستر و مواد پسماندی به جوشهای شما چسبانده نمیشوند، میتوانید بگویید که جوش درستی انجام دادهاید. به عنوان مثال، وقتی شما جوش قوسی (استیک) میدهید، میتوانید بفهمید که دستگاه جوش خود را به درستی تنظیم کردهاید و الکترودهایی که استفاده میکنید خشک هستند زمانی که خاک پسماند به خوبی از کار جدا میشود. حتماً میخواهید که پسماند به راحتی از محل جوش خارج شود چرا که شما باید آن را قبل از انجام عبورهای جوش اضافی یا آمادهسازی جوش برای رنگآمیزی از کار ببرید.
وقتی شما جوش mig میدهید، بايد پسماند تولید شده از گازهای محافظتیتان را به راحتی تمیز کنید. اگر این اتفاق نیوفتد، ممکن است دستگاه شما به درستی تنظیم نشده باشد.
جوش TIG تمیزترین فرآیند همهگیری است، بنابراین واقعاً نباید هیچ ماده پسماندی روی جوشهای TIG شما باقی بماند وقتی کار تمام میشود. اگر این اتفاق میافتد، از مواد آغشته به آلایشها به عنوان مواد پاک کننده استفاده کردهاید. مطمئن شوید که تمام مواد خود را قبل از شروع یک پروژه جوش (یا هر پروژه جوشی) تمیز و بدون اشکال کنید.

عدم وجود ترک و ناهمواریهای سطح جوش
در جوشکاری استاندارد وقتی به جوشهای خود نگاه میکنید، آخرین چیزی که میخواهید ببینید، پوسیدگی یا ترک در جوش است. جوشی که دارای ترک است، جوش ضعیفی است و به شما نشان میدهد که در یک نقطهای در طول مسیر با مشکل مواجه شدهاید. ترکها یا ناهمواریهای مشابه معمولاً بدان معناست که شما فلز پایه کثیف، چرب یا مرطوب جوش کردهاید. این ممکن است به این معنا باشد که قبل از شروع جوشکاری، پوشش اکسیدی روی فلز پایه را پاک نکردهاید. یا اگر شما از فرز tig یا mig استفاده میکنید، پوسیدگی ممکن است نشاندهنده استفاده نکافی از گاز محافظتی باشد. (این موضوع به ویژه وقتی که شما آلومینیوم جوش میدهید، مشکلساز است.)
جوش محکم است
در جوشکاری استاندارد اگر شما دارای تجربه جوشکاری tig یا oxyfuel با جوش محتوی باشید – به عبارت دیگر، اجزایی را جوش میدهید که منبع فلز ذوب شده را بدون نیاز به مواد فیلر فراهم میکنند – میتوانید بفهمید که در حال انجام یک کار خوب هستید وقتی جوش محتوی شود. در این حالت، وقتی جوش محتوی باشد، معمولاً به این معناست که شما تلاش میکنید دو یا چند قطعه را به درستی به هم جوش دهید. در جوشهای غیرمحتوی، گپ محکم کمتر مهم است چرا که میتوانید از میلههای فیلر برای پرکردن اتصالهای نامناسب استفاده کنید.
وقتی در حال جوش محتوی هستید، محصول نهایی شما با کیفیت بسیار بالاتری خواهد بود اگر اجزایی که قصد جوش دادن آنها را دارید، قبل از شروع جوشکاری به خوبی به هم میپیوندند. گپهای بزرگ به معنای جوشهای پایانی ضعیف تر هستند چرا که شما مقدار کافی فیلر برای پر کردن مناسب اتصال ندارید.
جوش بدون نشتی
در جوشکاری استاندارد بعد از شروع به پذیرفتن پروژههای جوشکاری بیشتر و بیشتر، فقط مسئله زمانی خواهد بود که وسیلهای از فلز را جوش دهید که برای نگهداشتن مایع یا گاز مورد استفاده قرار میگیرد. برای مثال، من خیلی از جوشکاران با تجربه نمیشناسم که حداقل یک بار به جوشکاری برای تعمیر بشکههای فلزی 55 گالنی پرداخته باشند.
اگر شما در حال جوش یک بشکه، یک مخزن یا هر نوع وسیله نگهدارنده مایع یا گاز هستید، یک راه قطعی برای تشخیص جوش موفقی استفاده از یک سطح بدون نشتی است. اگر دریچه در بشکه فولادی که به تازگی جوش دادهاید آب را نشان دهد، بدون شک جوش را به درستی انجام ندادهاید.
اگر شما یک وسیله نگهدارنده مایع یا گازی را جوش میدهید که در نهایت برای نگهداشتن گاز تحت فشار مورد استفاده قرار خواهد گرفت، همیشه میتوانید از آزمون حباب صابون برای بررسی سلامت جوش استفاده کنید. بعد از اتمام جوشکاری (بستن تمام دریچهها)، فشار هوا را افزایش دهید تا فشار داخل وسیله افزایش یابد. سپس (پس از سرد شدن جوش) به سادگی از یک اسپری حباب صابون استفاده کنید تا کمی آب صابونی را به جوش پاشانده و اگر حبابهای کوچکی در مخلوط صابونی ببینید، که به معنای فرار گاز از وسیله است، باید جوش را دوباره امتحان کنید.
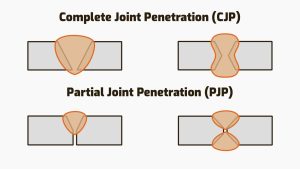
جوش دارای نفوذ کامل است
در جوشکاری استاندارد نفوذ به عمقی است که فلز ذوب شده از سطح فلزهای پایه به داخل اتصال میرسد. نفوذ مناسب در جوشکاری به طور کامل بحرانی است چرا که اگر فلز ذوب شده به اندازه کافی عمیقاً در اتصال نفوذ نکند، جوش نهایی به هیچ عنوان به قدرتی که باید داشته باشد، قوی نخواهد بود.
به عنوان مثال، اگر در حال جوش کاری بر روی چیزی به ضخامت 1/8 اینچ هستید و فقط 1/16 اینچ نفوذ داشته باشید، به این معناست که توانستهاید فلز ذوب شده را تنها تا نصف اتصال نفوذ دهید. این کار خوبی نیست! در طول زمان – و ممکن است زمان زیادی طول نکشد – این جوش خراب خواهد شد. هر جوشی که نفوذ صحیحی نداشته باشد، به معنای زمانبمبی است که در حال شمارش معکوس است.
عدم وجود زیر برش در جوش
در جوشکاری استاندارد شما زمانی میتوانید بگویید به خوبی کار کردهاید که در جوشکاریهای خود هیچ نشانهای از زیر برش وجود نداشته باشد، . زیر برش به معنای وجود یک فرورفتگی در سطح جوش زیر سطح فلز پایه است. شاید این پدیده به عنوان زیر پرده نیز شناخته شود. این نشانه به ویژه در هنگام جوشکاری اتصالهای T، اتصالهای گوشهای و اتصالهای همپوشانی اهمیت دارد، زیرا اگر شما اتصال کاملی نداشته باشید، جوش شما ضعیف خواهد بود.
چندین عامل میتواند به وقوع زیر برش منجر شود و هر ترکیبی از آنها میتواند نوعی زیر برش را ایجاد کند که به واحد جوش شما صدمه وارد کند. یکی از اصلیترین عوامل زیر برش، جریان بیش از حد است. همچنین اگر مسیلهی چگونه مذاب را به درستی تحریک کنید را نداشته باشید یا الکترودها را به زاویهی اشتباهی نگه دارید، ممکن است زیر برش در جوشهایتان وجود داشته باشد. تامینهای نامناسب، مانند میلههای فیلر یا الکترودهای نادرست، همچنین میتوانند زیر برش را ایجاد کنند.
عدم وجود همپوشانی در جوش
در جوشکاری استاندارد اگر به هر دلیلی جوش فلز جوش اصلی را ذوب نکند و با فلز پایه همپوشانی نکند، معمولاً با همپوشانی مواجه میشوید. همپوشانی زمانی رخ میدهد که فلز جوش به صورت تودهای در اتصال جمع میشود و جوشهایی که از همپوشانی رنج میبرند، بهترین حالت خود را ندارند.
مانند زیر برش (راهنماییهای قبلی را ببینید)، همپوشانی میتواند توسط تعدادی عامل ایجاد شود، از جمله جریان کم، زاویه و تحریک نادرست الکترود و سرعت بالای عبور. اگر شما شروع به توجه به همپوشانی در جوشهایتان کردید، مطمئن شوید که جریان دستگاه شما به درستی تنظیم شده باشد، زاویه نگهداری الکترود را در نظر بگیرید و به خود یادآور شوید که وقتی در حال جوشکاری هستید، وقت کافی برای انجام کار بگذارید. این اقدامات میتوانند به کاهش مشکلات همپوشانی شما کمک زیادی کنند.
جوش مطابق با نیازهای مقاومتی
در جوشکاری استاندارد پروژههای جوشکاری مختلف اهداف مختلفی دارند که تعیین میکند چه چیزی معیار یک جوش با کیفیت است، اغلب بسیار کمتر وقتی پروژهای را پیدا میکنید که مقاومت حتی به عنوان یک مسئله کوچک مطرح نشود. اگر به مقاومتی برای جوشهای تمام شده نیاز ندارید، چرا نه فقط چند قطره چسب سفید در اتصال پاشانده و یا چند تا شریط نوار چسب را روی آن بزنید و یا شاید فقط چند تا تکه علاغ خورده را در آن فشار دهید و برای بهترین نتیجه امیدوار شوید؟
به جدیت باید اطمینان حاصل کنید که جوشهای شما به اندازه کافی قوی هستند تا مقاومت کافی را در برابر نیروهایی که ممکن است به اتصال یا سطح تعمیر شده وارد شوند، داشته باشند. یکی از بهترین راههای کمک به تضمین مقاومت مناسب، اطمینان از این است که میلههای فیلر یا الکترودهایی که استفاده میکنید، دارای مقاومت بالاتری نسبت به فلز پایهای باشند که در حال جوشکاری هستید. به عنوان مثال، اگر روی قطعهای از فولاد 40,000 پوند جوش میدهید، از یک الکترود با مقاومت 60,000 پوند استفاده کنید.
اگر بخواهید کمی بالاتر بروید و روی یک قطعه فولاد 60,000 پوندی جوش دهید، از همان الکترود استفاده کردن بهتر نیست. به جای آن، مقاومت الکترود را به 80,000 پوند افزایش دهید و اطمینان حاصل کنید که شما گام اول را به سوی تضمین این اقدام برداشتهاید که جوش تمام شده شما به اندازه کافی قوی خواهد بود.
شما در امان و سالم هستید
نشانهای قطعی از موفقیت در جوشکاری چیست؟ وقتی کار جوشکاری خود را به اتمام میرسانید، شما به صحت و سلامتی خود اطمینان دارید. ممکن است پروژهی جوشکاری را به پایان برسانید و جوشی با زیباترین و کاملترین اجرا در تاریخ جهان داشته باشید. اما اگر خودتان را سوزانده، پشت خودتان را خم کرده یا چشمان خود را آسیب داده باشید، این جوش چیزی نمیآورد. من بسیار بیشتر دوست دارم که در هر جوشکاری که انجام میدهید، به شکست برسید تا به خودتان آسیب بزنید، و شما باید همان رویکرد را در هر بار روشن کردن دستگاه جوشکاری خود حفظ کنید.
سوالات متداول
- جوشکاری محتوی چیست؟
در جوشکاری استاندارد جوشکاری محتوی یک فرآیند جوشکاری است که در آن از مواد فیلر استفاده نمیشود و فلز ذوب شده برای جوش از خود فلزهای پایه تامین میشود.
- چگونه میتوانم از ایجاد افراز و نقصان در جوشهایم جلوگیری کنم؟
در جوشکاری استاندارد برای جلوگیری از ایجاد افراز، مطمئن شوید که ماشین جوشکاری شما با جریان صحیح تنظیم شده باشد، زاویه صحیح الکترود را حفظ کنید و در طول عمل جوشکاری وقت کافی بگذارید.
- چرا نفوذ کامل در جوشکاری مهم است؟
در جوشکاری استاندارد نفوذ کامل اطمینان میدهد که فلز ذوب شده به اندازه کافی عمیقاً در اتصال نفوذ کرده و جوش قوی و قابل اعتمادی ایجاد میکند.
- افراز در جوشکاری چیست؟
در جوشکاری استاندارد افراز یک گودال روی سطح جوش زیر سطح فلز پایه است که جوش را ضعیف میکند.
- چرا ایمنی در جوشکاری مهم است؟
در جوشکاری استاندارد ایمنی در جوشکاری برای محافظت از جوشکار از صدمات، سوختگیها و دیگر خطرات مرتبط با این فرآیند ضروری است.
نتیجهگیری
در نتیجه، جوشکاری استاندارد یک حرفه ماهرانه است که نیازمند توجه به جزئیات و درک عمیقی از فرآیند است. با توجه دقیق به این ده نشانه، میتوانید اطمینان حاصل کنید که پروژههای جوشکاری شما موفق و قابل اعتماد هستند. در جوشکاری استاندارد همیشه به خاطر داشته باشید که ایمنی باید اولین اولویت شما باشد.
منبع 10 نشانه برای جوشکاری استاندارد : لینک